
鋼襯四氟管道鋼殼焊接工藝要求
鋼襯四氟管道是化工、制藥、環保等工業系統中輸送強腐蝕性介質的關鍵組件,其結構由外層碳鋼或不銹鋼殼體與內層PTFE襯里復合而成,兼具金屬的承壓能力與塑料的優異耐腐蝕性能。在制造過程中,鋼殼的焊接質量直接影響整體結構強度、密封可靠性及后續襯里成型的完整性。若焊接工藝不規范,易導致變形、焊穿、應力集中等問題,進而引發襯層鼓包脫層或泄漏。因此,必須嚴格遵循科學的焊接工藝要求。江蘇兆輝防腐采用標準化焊接流程與全過程質量控制體系,確保鋼殼焊接精度與襯里安全。
一、焊接前的材料準備與預處理
1.1 材料匹配與質量檢驗
鋼殼應選用符合GB/T 9711或GB/T 8163標準的無縫鋼管,材質通常為Q235B或20#鋼,法蘭、彎頭等管件材質需與主管一致。所有材料須附帶材質證明書,并進行外觀與尺寸復檢,確保無裂紋、重皮、嚴重銹蝕等缺陷。
1.2 坡口加工與清潔處理
焊接部位需按標準加工V型或U型坡口,角度與鈍邊符合設計要求。焊前必須清除坡口及兩側20mm范圍內的油污、氧化皮、水分等雜質,防止氣孔、夾渣等焊接缺陷。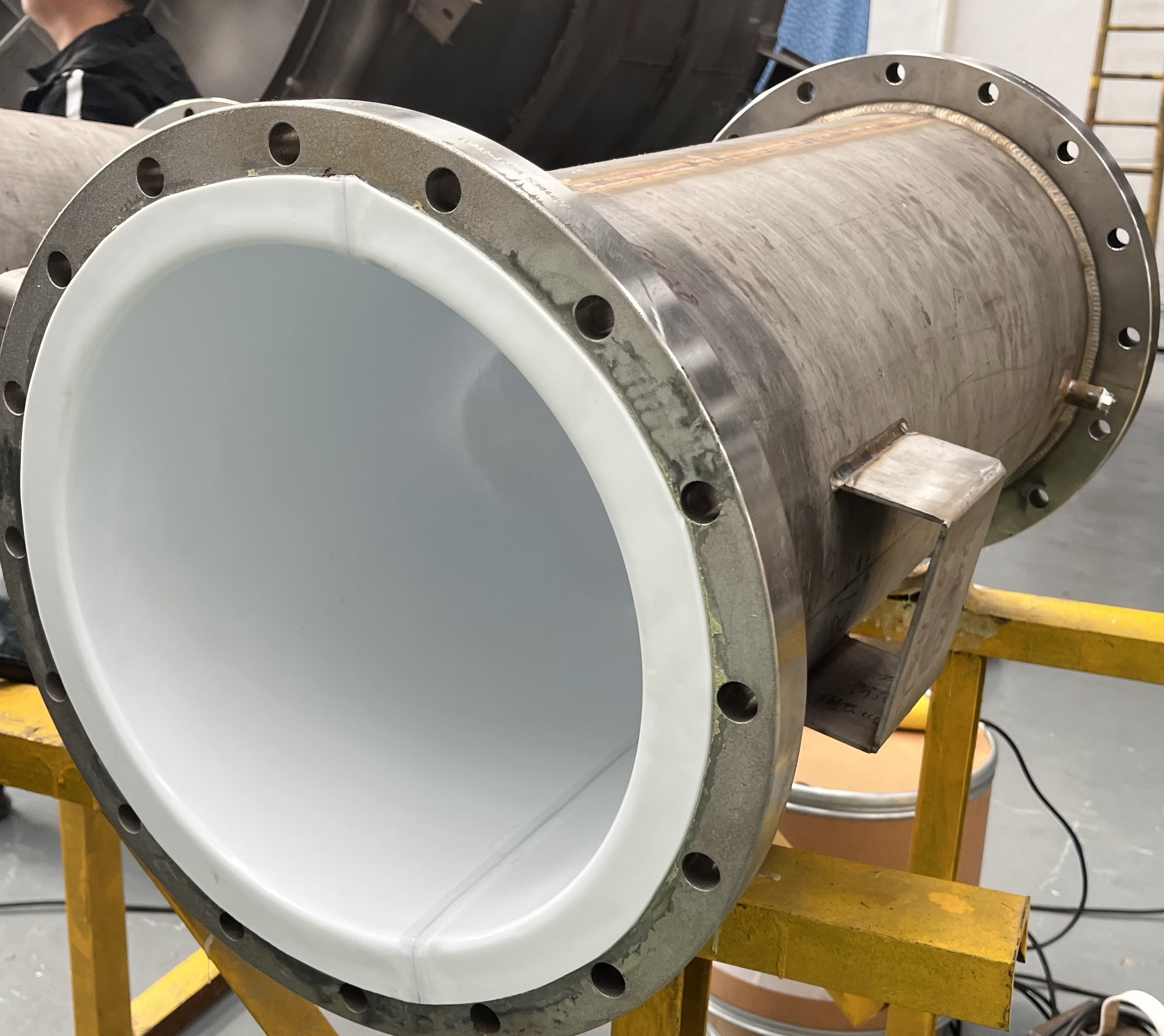
二、焊接工藝參數控制
2.1 選擇合適的焊接方法
推薦采用手工電弧焊或鎢極氬弧焊,對于大口徑管道可采用氬電聯焊工藝。江蘇兆輝防腐優先選用氬弧焊打底,確保焊縫根部成型均勻、無氧化,減少對后續襯里的影響。
2.2 嚴格控制焊接參數
根據管材厚度、直徑和環境溫度,合理設定電流、電壓、焊接速度及層間溫度。避免電流過大導致燒穿或熔深過深損傷內壁,影響襯里貼合。多層焊時應控制層間溫度≤150℃,防止熱應力累積。
三、焊接過程質量控制
3.1 防止焊接變形
管道焊接應采用對稱施焊、分段退焊等工藝,減少局部過熱引起的變形。長直管段可使用工裝夾具固定,確保直線度與同心度,避免因變形導致襯四氟工藝失敗。
3.2 焊縫成型要求
焊縫應飽滿、均勻,過渡平滑,不得有咬邊、未熔合、氣孔、夾渣等缺陷。余高控制在1~3mm,內壁焊縫不得有凸起或毛刺,防止劃傷PTFE襯里。焊后需進行修磨處理,確保內表面平整。
四、焊后處理與質量檢測
4.1 焊后熱處理(必要時)
對于厚壁管道或高拘束度結構,可進行去應力退火處理,消除焊接殘余應力,防止運行中因應力釋放導致鋼殼變形或襯層開裂。
4.2 無損檢測與外觀檢查
所有承壓焊縫須按NB/T 47013標準進行100%外觀檢查,對接焊縫應進行射線或超聲波探傷,確保內部質量達標。江蘇兆輝防腐對每批次產品進行抽檢,確保焊接質量可追溯。
五、與襯里工藝的銜接要求
焊接完成后,鋼殼內表面需經噴砂處理至Sa2.5級,清除焊渣與氧化皮,為PTFE襯里提供良好結合面。江蘇兆輝防腐實行“焊后即檢、檢后即襯”流程,避免焊縫暴露時間過長導致銹蝕。
鋼襯四氟管道的鋼殼焊接是確保設備結構安全與襯里完整性的關鍵環節。江蘇兆輝防腐始終堅持“工藝嚴謹、質量為本”的原則,嚴格執行焊接規范,為客戶提供高強度、高可靠性的防腐管道系統,保障工業流程安全穩定運行。
;){kind=link}